>>> 2007年第6期
中国古代的轮轴机械制陶
作者:李文杰
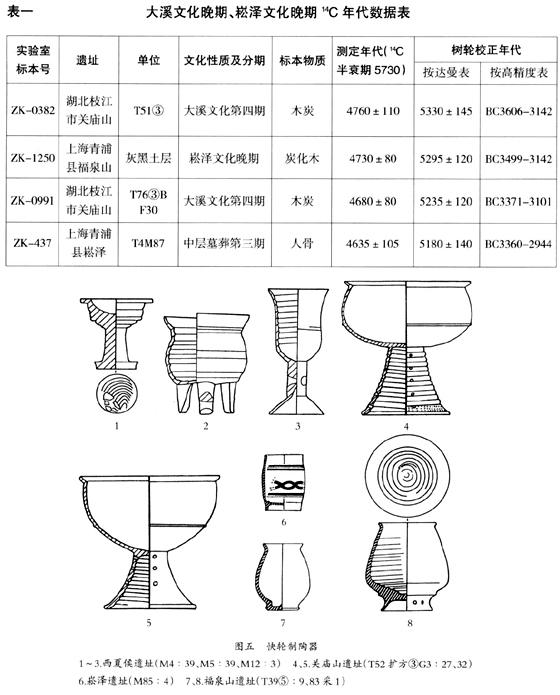
现有资料表明,在中国境内,快轮制陶起源于三个地区及文化:一个是黄河下游地区的大汶口文化中期偏晚,例如山东曲阜市西夏侯遗址下层墓、上层墓;另一个是长江中游地区的大溪文化晚期,例如湖北枝江市关庙山遗址大溪文化第四期;还有一个是长江下游地区的崧泽文化晚期,例如上海青浦县崧泽遗址中层墓葬第三期和青浦县福泉山遗址灰黑土层。西夏侯遗址没有测定过14C年代数据,其余遗址经14C年代测定,最早的为BC3606~3142年,最晚的为BC3360~2944年(见表一)[7]。
在西夏侯遗址“上下层墓中,都有发现少量轮制的小陶器”,有的小鼎(图五,2)内底有“螺旋形盘绕的条状痕迹”,即螺旋式拉坯指痕,系快轮拉坯成型的痕迹;有的实柄小豆、小鼎、高柄杯(图五,3)有“规则的条状圆圈纹痕”,有的高柄杯(M2∶78)“至口部则成为细密的旋痕”,是快轮慢用修整的痕迹;有的实柄小豆(图五,1)底部“有偏心涡形纹理”,系切割痕迹[8]。上述痕迹反映了快轮制陶的全过程。
关庙山遗址大溪文化第四期轮制陶器上的拉坯痕迹有两种情况:一种是螺旋式拉坯指痕按逆时针方向盘旋上升,如外折沿碗形豆G3∶27(图五,4),圈足内壁有明显的拉坯指痕,圈足外表的拉坯指痕隐约可见;外折沿碗形豆G3∶32(图五,5),圈足内壁有拉坯指痕[9]。另一种是螺旋式拉坯指痕按顺时针方向盘旋上升。前一种痕迹是采用反手操作方法所致,后一种痕迹是采用正手操作方法所致。这表明操作方法还不规范。
崧泽遗址中层墓葬第三期陶杯M85∶4(图五,6),“器内底有清晰的轮旋纹”[10],线图上表现出内底的凹凸状。福泉山遗址灰黑土层出土的壶T39⑤∶9(图五,7),“器内底有轮旋痕”,线图上表现出内底的凹凸状;壶83采1(图五,8),发掘报告中没有具体描述,但从线图上可以看到,从内底至内壁有清晰的顺时针方向的螺旋式拉坯指
痕[11],这种痕迹是采用正手操作方法所致。
铜石并用时代早期(前3000~前2500年)的文化遗存有马家窑文化、菜园文化、庙底沟二期文化、小河沿文化、屈家岭文化等。这一时期就是考古界所说的从仰韶时代向龙山时代过渡的时期。其快轮制陶技术发展不平衡,例如长江中游地区的屈家岭文化,胎壁较薄的泥质陶一般都采用轮制法成型,然而在黄河中游地区,直到庙底沟二期文化才开始出现少量轮制法成型的小型陶器。
铜石并用时代晚期(前2500~2070年)的文化遗存有陶寺文化、河南龙山文化、山东龙山文化、石家河文化、良渚文化、客省庄二期文化、齐家文化等。其中龙山文化影响范围最广,因此考古界将这一时期称为“龙山时代”。
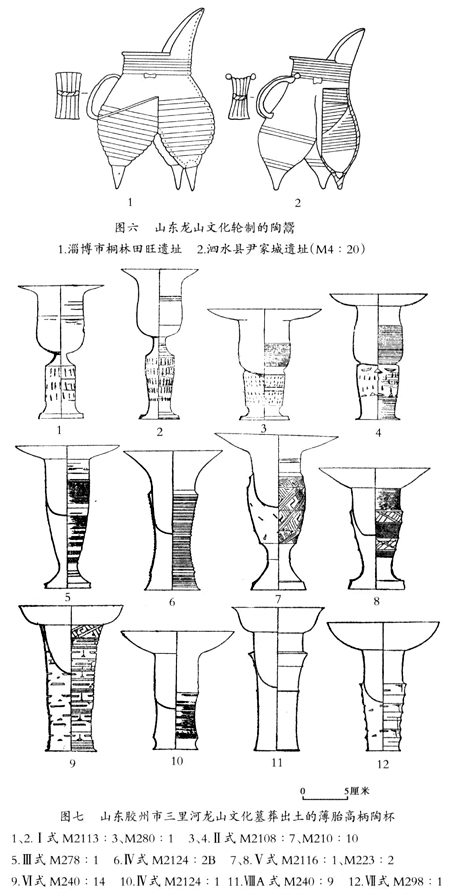
此期流行快轮制陶,黄河中游地区的河南龙山文化、黄河下游地区的山东龙山文化、长江中游地区的石家河文化和长江下游地区的良渚文化都呈现出快轮制陶技术的第一次高潮。尤其是山东龙山文化,轮制技术高度发达,淄博市临淄区桐林田旺遗址的白陶(图六,1)[12]外表有顺时针方向的螺旋式拉坯指痕,泗水县尹家城遗址的白陶(图六,2)[13]全身内壁有顺时针方向的螺旋式拉坯指痕。薄胎高柄杯代表了山东龙山文化轮制技术的最高水平,例如胶州市三里河龙山文化墓葬[14]出土的细泥黑陶薄胎高柄杯具有以下特征:一是从器形和结构上看,可将31件薄胎高柄杯分为三类:第一类,杯身底部与柄上端相接(如图七,1~4),共5件,占总数(31件)的16.13%;第二类,杯身下部垂入柄内成为胆(如图七,5~8,10~12),共24件,占总数的77.42%;第三类,杯身全部下垂至柄内成为典型的胆(如图七,9),共2件,占总数的6.45%。若将第二、三类加在一起,那么有胆有壳的双层套杯共26件,占总数的83.87%。双层套杯是陶器结构上的一项创新。二是从纹饰上看,少数杯身有弦纹,多数柄部有弦纹或竹节纹,这些纹饰都是在快轮慢用修整外表过程中加工而成的。一部分柄部有划纹或镂孔,这些纹饰是在轮修之后施加的。薄胎高柄杯是纹饰比较复杂的工艺美术品。三是从口径、器高、胎厚及重量上看,口径在9~15.3厘米之间,平均值为12.43厘米;器高在12~22.7厘米之间,平均值为16.60厘米;胎厚在0.3~1.5毫米之间,平均值为0.72毫米。最有代表性的一件是M2116∶1(图七,7),口径14.2厘米,器高18.1厘米,胎厚0.3毫米,重量不及40克。薄胎高柄杯口径、器高适中,胎薄如蛋壳,重量极轻,制作这样的陶器,要求快轮装置的精密度相当高,轮盘在旋转过程中又快又平稳,轮制技术(包括快轮拉坯成型和快轮慢用修整技术)精湛,在轮制技术史上是空前绝后的。
铜石并用时代晚期制陶技术的发展是不平衡的,例如黄河上游地区的齐家文化,沿用慢轮制陶工艺,采用泥条筑成法成型,与前面所讲的快轮制陶技术第一次高潮形成鲜明的对照。
夏商时代(前2070~前1046年)进入奴隶社会,快轮制陶技术呈现出明显的退化现象,慢轮制陶、泥条筑成法重新上升为主要地位。西周春秋时代(前1046~前476年)仍然处于快轮制陶技术的低潮阶段。产生这种变化有深刻的社会原因,原因之一是在奴隶社会,制陶手工业的优先地位被青铜器铸造手工业所取代,奴隶主贵族把注意力转移到青铜器生产方面,将最佳的技术力量集中到青铜器铸造方面,将本来从事制陶手工艺的能工巧匠调去铸造青铜器。春秋晚期有少量轮制的陶盘,例如山西曲沃县、翼城县天马—曲村居址春秋晚期的细柄豆K9H20①∶2(图八,1),柄内壁有向左斜的细密的麻花状扭转皱纹;K9J5(图八,2),柄内壁既有向左斜的细密的麻花状扭转皱纹,又有顺时针方向螺旋上升的拉坯指痕[15]。这里需要说明的是:由于两手按顺时针方向用力提拉柄足的坯体,陶轮按逆时针方向快速旋转,两手和陶轮分别将柄足坯体上下两端朝相反的方向扭转,并且所用的泥料较软,柄足坯体被扭转成麻花状。后一件由于麻花状扭转皱纹与螺旋式拉坯指痕的倾斜度不同,二者相交成网格状。
战国时代进入封建社会,从战国至汉代(前475~220年),制陶手工业成为一种商品生产,是三大手工业(冶铁、髹漆、制陶)之一。商品生产的发展,促使快轮制陶技术呈现出第二次高潮。例如山西平朔汉墓的陶器,不仅数量极多(出土12000多件),而且容积较大,普遍烧成温度较高,明器的烧成温度也在1000℃左右,几乎全部陶器都采用还原气氛烧成,成为颜色纯正的灰陶。从总体上看,快轮制陶技术第二次高潮的规模远超过铜石并用时代晚期的第一次高潮。
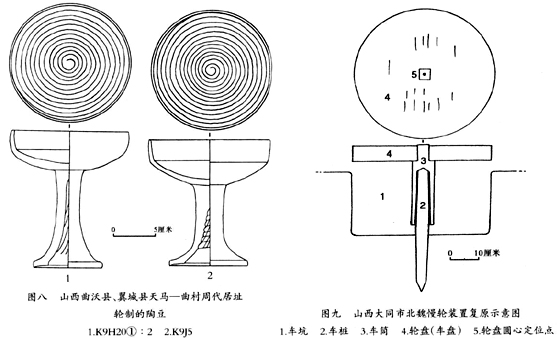
各民族制陶技术的发展水平不同。拓跋鲜卑是鲜卑族的一部,398年魏王拓跋从盛乐(今内蒙古和林格尔县)迁都至平城(今山西大同市),至494年北魏孝文帝迁都洛阳,大同地区作为北魏的政治中心近百年,因此当地拓跋鲜卑的文化遗存十分丰富。如大同南郊的北魏墓群,167座墓葬中共出土陶器754件[16],经笔者统计,其中手制陶器占97.83%,轮制陶器占2.17%。手制的陶器是直接在慢轮的木质轮盘上制作的,没有使用陶转盘,因此一部分陶器的外底留有车筒榫头印痕、木楔印痕、轮盘圆心定位点印痕、轮盘木板印痕,为复原北魏慢轮装置提供了可靠的依据。据此复原的慢轮装置结构如下:轮盘呈圆饼状,由整块木板制成或由数块木板拼接而成;轮盘中央凿一个方形卯眼,车筒上部为实心的榫头,呈方柱形,垂直插入卯眼之内,下部为空心的圆筒状;车桩下部垂直栽入车坑底部的土中。将车筒套在车桩的上部,用手或脚趾拨动轮盘,轮盘即可旋转。在车筒榫头中央设一个轮盘圆心定位点,便于将坯体对准轮盘中央,进行慢轮修整(图九)。轮制的陶器是在快轮上拉坯成型的,由于没有足够的依据,无法复原快轮装置。其中轮制陶器的情况如下:平沿罐M239∶2(图一○,1),从内底至内壁有顺时针方向的螺旋式拉坯指痕,外底有弧线状的切割痕迹,颈部外表有向右斜的细密的麻花状扭转皱纹;矮领罐M239∶3(图一○,2),内壁有顺时针方向的螺旋式拉坯指痕,外底有弧线状的切割痕迹,颈部内壁有向左斜的细密的麻花状扭转皱纹;平沿罐M117∶5(图一○,3),颈部内壁有细密的向左斜的麻花状扭转皱纹[17]。