首页 -> 2007年第6期
圆锥管螺纹的数控车削编程在教学中的应用
作者:刘文勇
[关键词] 圆锥螺纹 数控编程 坐标计算 车削加工
众所周知,管螺纹应用在流通气体或液体的管接头、旋塞、阀门及其他附件上,起着密封的作用,有着严格的密封要求。它是在管子上加工的特殊的细牙螺纹,在加工的过程中若出现质量问题,达不到要求就起不到密封的作用。影响圆锥管螺纹密封的主要因素是:牙型、锥度、螺距、切削用量选用不当,其中最关键的是锥度。在原来普通车床上车削加工圆锥管螺纹时,加工质量的稳定性低,锥度不能保证,同一批零件尺寸的一致性差,造成合格率较低。因此,我们采用数控车床进行车削加工圆锥管螺纹,就解决了以上这些问题。但在数控车床上加工圆锥管螺纹编程时的计算较复杂,主要是锥度与编程所需的数据之间的关系。在加工程序编制过程中,不少编程人员仍用三角函数来计算参数,然而锥度与角度等参数的转换既繁琐又不可靠。其实我们只要将圆锥管螺纹基面的尺寸作为标准,计算出各编程基点的坐标,就很快解决问题,对数控车削编程在教学中起着积极的教学作用,可以使学生易懂易掌握。
例:加工如图所示的固定接头中的R1 1/2 圆锥管螺纹(精铸件)。
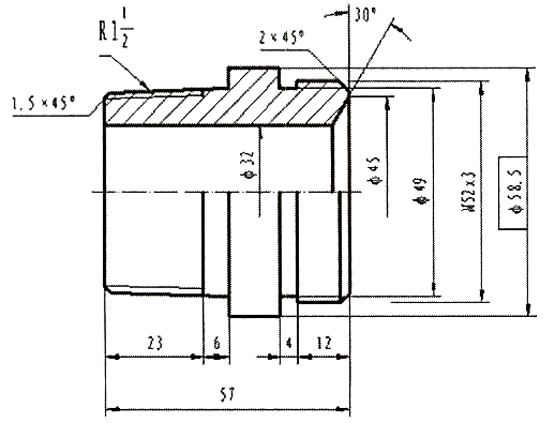
1.基面尺寸:如下图
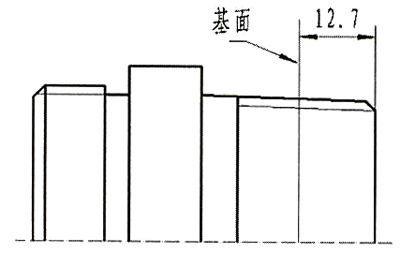
基面尺寸为12.7mm。基面上的螺纹大径为47.803mm、螺纹中径为46.324mm、螺纹小径为44.845mm。锥度C=1:16,每英寸长度内牙数n=11牙,螺距P=2.309mm,牙型高度h=1.479mm。
2.数控车切削圆锥螺纹的走刀路线及编程格式。如图:
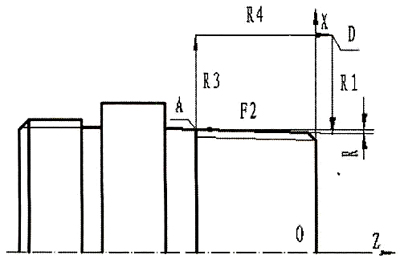
走刀路径:起点D---R1---F2---R3---R4---回到起点D
编程格式:N__G92__X__Z__R__F__
X、Z为A点坐标,R为大小端半径差,F为螺距。
3.各基点的坐标计算:如图
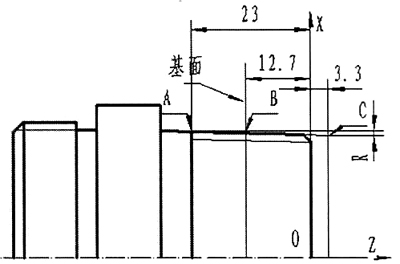
C点离基面距离为16mm,Xc=47.803-16÷16=46.803mm。
则C(Xc 46.803,Zc 3.3)
A 点离基面距离为23-12.7=10.3mm,Xa=47.803-10.3÷16=48.447mm。
则A(Xa48.447,Za 10.3)
R= -(48.447-46.803) ÷2=- 0.822mm
4.编程
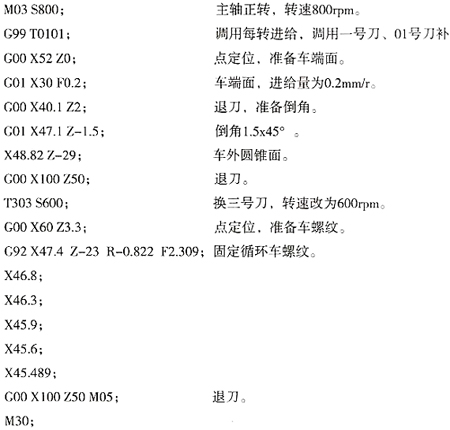
通过以上的数控编程和车削加工,既保证了教学质量,又保证了尺寸精度及使用要求。通过教学和生产过程中的不断摸索、总结经验、调整尺寸,达到了理想的教学效果。在数控车床上加工圆锥管螺纹,最大的优点是加工精度高,尺寸稳定性好,加工效率高,非常适应于批量生产,真正做到了产教结合。